How to Write an 8D Report: Step-by-Step Guide with Example | DykeArt
How to Write an 8D Report: A Complete Step-by-Step Guide for Automotive Suppliers
A rejected 8D report costs more than the original problem. OEM customers and Tier 1 suppliers in the automotive supply chain routinely close supplier portals, issue warnings, or trigger second-party audits when an 8D report fails to demonstrate credible root cause analysis or effective corrective action. If you have ever stared at a blank D4 field unsure what goes there, or received a rejection note saying your containment action was "not sufficient", this guide is for you.
Below you will find a plain-language explanation of every discipline from D0 through D8, a step-by-step walkthrough on how to fill in each field, a worked automotive example, and direct links to the tools that make the process faster. Whether you are a quality engineer responding to your first customer complaint or a quality manager building a repeatable process under IATF 16949, this guide covers everything you need to write an 8D report that gets accepted first time.
What Is an 8D Report?
An 8D report is a structured, eight-discipline problem-solving document used to investigate a nonconformance, eliminate its root cause, and prevent recurrence. The methodology was developed by Ford Motor Company in the 1980s under the name "Team-Oriented Problem Solving" and has since become the de-facto standard corrective action format across the global automotive industry. Today, virtually every OEM — including Volkswagen Group, Stellantis, BMW, and their entire Tier 1 supplier networks — mandates the 8D report format whenever a supplier ships nonconforming parts, triggers a warranty event, or breaches a customer quality gate.
Why do customers require it? Because a well-written 8D report proves three things: that you understood what went wrong (root cause), that you stopped the bleeding immediately (containment), and that the problem cannot happen again (corrective action and systemic prevention). Under IATF 16949, clause 10.2 requires organisations to determine the root cause of nonconformances and evaluate the need for action to eliminate causes. The 8D report is the most common mechanism used to satisfy that requirement and to demonstrate compliance during customer-specific requirement (CSR) audits.
A poorly written 8D report — one that lists "operator error" as a root cause, or that skips D6 verification entirely — signals to the customer that your quality system is shallow. A strong 8D report does the opposite: it builds trust, accelerates portal reopening, and reduces the risk of a customer-imposed Production Part Approval Process (PPAP) re-submission.
The 8 Disciplines Explained: D0 Through D8
Before filling in a single cell, it helps to understand what each discipline is actually trying to accomplish. The table below gives you the headline purpose of each step.
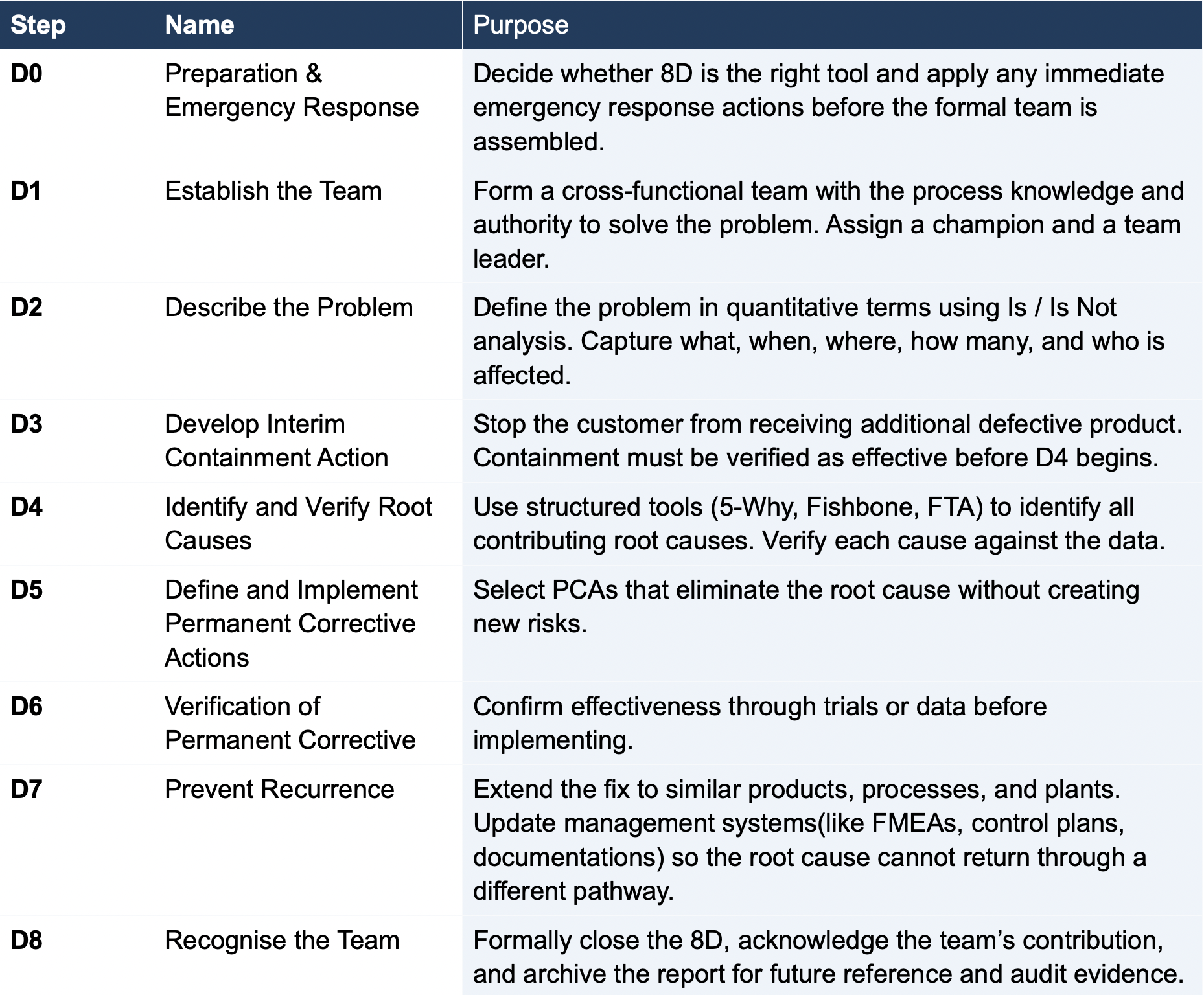
Each discipline builds on the one before it. Skipping D3 to get to D4 faster is the most common mistake: you cannot afford to spend weeks on root cause while defective parts continue arriving at your customer.
Step-by-Step: How to Fill In Each Discipline
D0 – Preparation & Emergency Response
Start here, not at D1. D0 asks: does this problem warrant a full 8D? If the nonconformance is minor, a simple corrective action note may suffice. If the customer has raised a formal complaint, or if you are dealing with a safety or regulatory concern, proceed with 8D. Document any emergency response actions already taken — phone calls, holds, sorting — and note the date and time. This becomes your audit trail.
D1 – Establish the Team
List every team member by name, role, and department. A good D1 team for a machining defect might include a process engineer, a quality inspector, the shift supervisor, and a representative from the planning or logistics team. The champion (usually the quality manager or plant manager) provides resources and removes roadblocks. Add contact details so the customer knows who to call. One common mistake: naming a single quality engineer as the "team". Customers know what a real cross-functional team looks like.
D2 – Describe the Problem
Use the Is / Is Not method. For each dimension (what, where, when, how many), write one sentence for what the problem IS and one for what it IS NOT. For example: "The defect IS a missing weld bead on the left bracket mounting face. It IS NOT present on the right bracket or on assemblies produced before 14 March." This sharpens the scope and prevents the team from chasing irrelevant hypotheses. Include the part number, drawing revision, and the customer complaint reference number.
D3 – Develop Interim Containment Action
Containment is the emergency wall between the defect and your customer. List every action taken: 100% visual inspection at the line, sorting of all suspect stock at the customer’s warehouse, temporary inspection hold, recall of in-transit shipments. State who is responsible, the date implemented, and how you verified the containment was effective (e.g., escape rate dropped to zero after sorting). Without verified containment, many OEM portals will not accept a D4 submission.
D4 – Identify and Verify Root Causes
This is the intellectual heart of the 8D report. Start with a Fishbone (Ishikawa) diagram to explore all possible cause categories: Man, Machine, Method, Material, Measurement, Environment. Then use the 5-Why technique to drill from symptom to system failure. Always identify at least two root causes: the occurrence root cause (why the defect was produced) and the escape root cause (why the defect was not detected before it reached the customer). Verify each root cause: if you remove it, does the defect disappear? If you cannot test this in production, use historical data to show the correlation.
D5 – Define and Implement Permanent Corrective Actions
For each verified root cause, define one or more permanent corrective actions. Good corrective actions are specific, measurable, and mistake-proof where possible (poka-yoke is always preferred over procedural controls). Before full implementation, verify the PCA works: run a trial batch, compare defect rates, and document the results. Include a risk assessment — does the corrective action create any new failure modes?
D6 – Verification of Permanent Corrective Actions
Verification is not simple as check the training sheets, or check the actual scrap. Also important the person who check them - good to delegate a person who is not interested in the process/product. During him or her evidence check, will ask questions or check things what never thought by the process owner.
D7 – Prevent Recurrence
Ask: where else could this root cause exist? Apply the same fix to similar part families, similar production lines, and sister plants. Update your design FMEAs and quality gateway documents so the same failure mode cannot be introduced in a future PPAP. Review your supplier development process if the root cause originated with a sub-supplier. D7 is what separates a systemic quality culture from a fire-fighting culture and where other process has benefit from a claim that listening the lessons learned. In IATF 16949 audits, auditors look for evidence that your organisation learns from nonconformances and shares that learning across the business.
D8 – Recognise the Team
Close and signed-off the 8D formally and celebrate with the team because solve a problem, increase customer satisfaction and improve your process. Archive the report in your quality management system.
Common 8D Report Mistakes That Get You Rejected
Root cause is "operator error" or "human error". This is a symptom, not a cause. Ask why the operator made the error. Was the work instruction unclear? Was the lighting insufficient? Was the jig worn? Push to the system level.
D3 containment is not verified. Listing "sort all stock" is not enough. You must confirm the sorting was complete and provide evidence (e.g., zero defects found after sorting, with quantities checked).
D4 and D5 are not linked. Every root cause identified in D4 must have a corresponding corrective action in D5. A mismatch is an immediate rejection trigger at most OEM portals.
No escape root cause. Most customer complaints involve two failures: the defect was produced AND it escaped detection. Both need root causes and corrective actions.
Dates are unrealistic. Submitting an 8D with a D6 implementation date of "yesterday" for a process change that requires PPAP re-approval raises red flags. Be honest about timelines and communicate proactively.
No evidence attached. Photos, measurement data, control plan revisions, and training records are not optional. They are what converts a claim into proof.
D7 is skipped or generic. Writing "we will train all operators" for D7 tells the customer nothing about systemic prevention. Name the specific documents updated, the specific lines reviewed, and the specific dates.
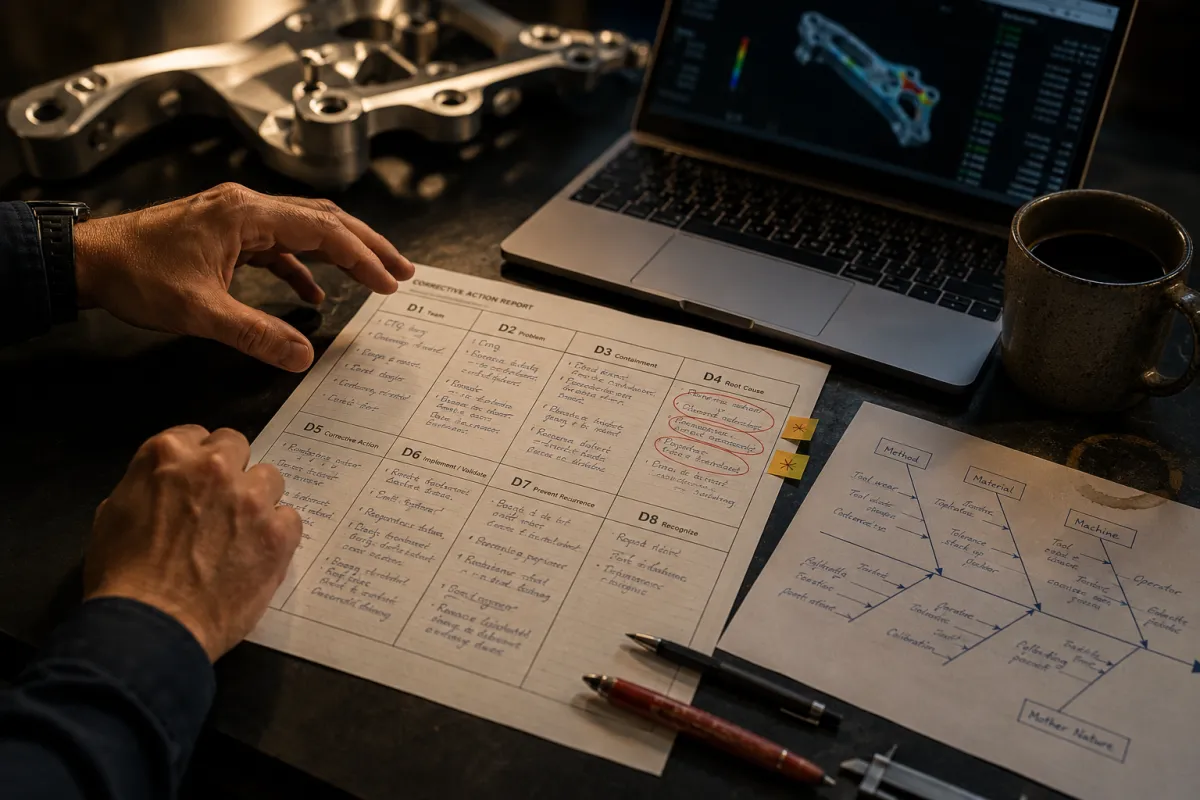
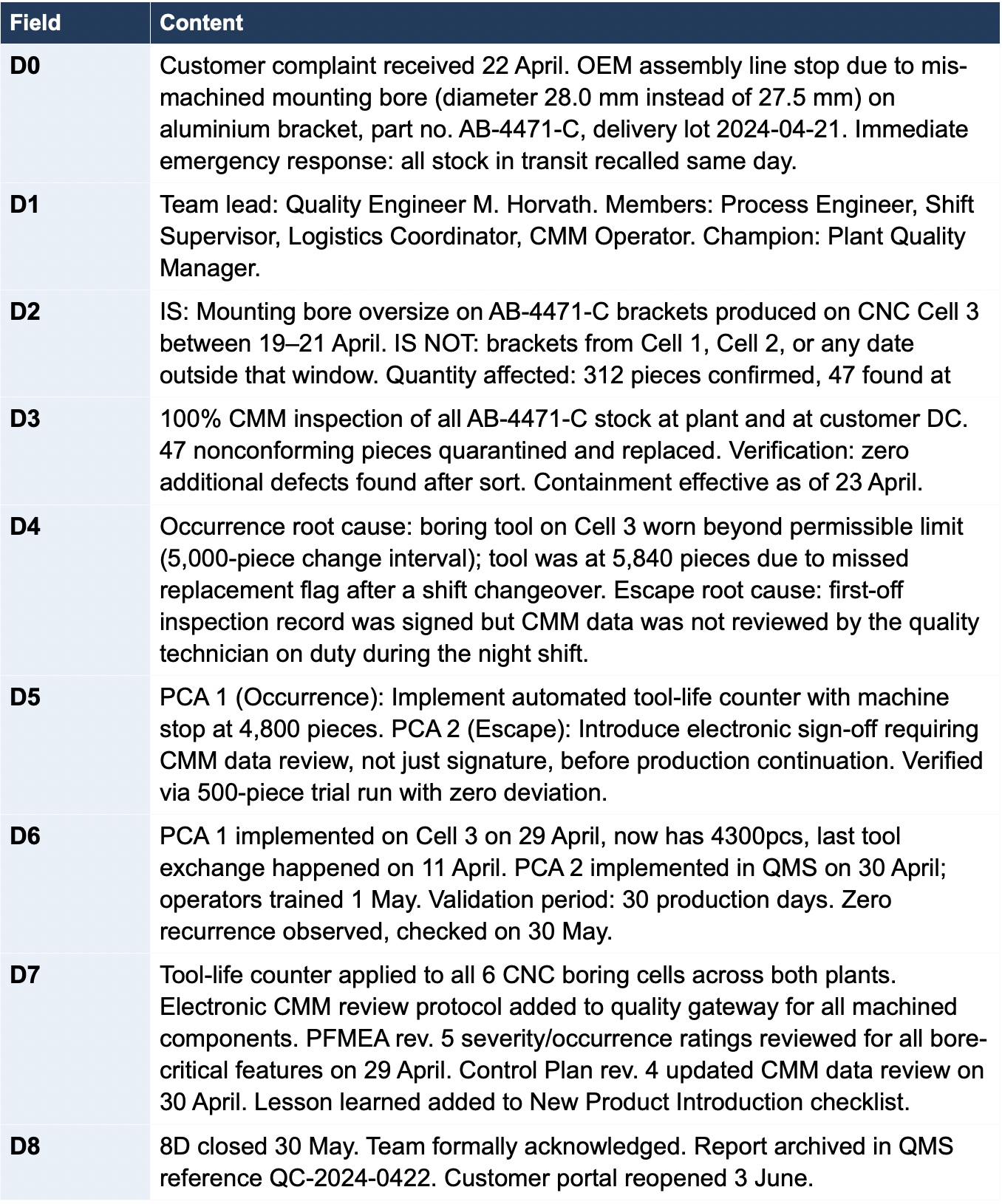
8D Report Example: Worked Automotive Case
The following is an anonymised example based on a real corrective action handled in an automotive Tier 1 supplier environment. Part details and customer names have been changed.
8D Report Template
Writing a strong 8D report from a blank spreadsheet is time-consuming and error-prone. Our professionally designed 8D template guides you through every discipline with built-in prompts, Is/Is Not tables, root cause worksheets, and a verification checklist that matches OEM customer requirements.
📋Download the DykeArt 8D Report Template → dykeart.net/products-list
The template is available in Excel and PDF formats and includes a separate tab with 5-Why and Fishbone worksheets so your team can work through the root cause analysis directly inside the same file.
When to Get External Support
Not every corrective action can be solved internally. If your team is stuck on root cause identification, if you have received repeated rejections on the same 8D, or if you are facing a customer audit triggered by a quality escape, external expertise can accelerate resolution and protect your supply relationship.
Common situations where external support adds value include: root cause analysis on complex multi-variable processes; 8D coaching for teams with limited problem-solving experience; preparation for customer or third-party IATF 16949 audits following a nonconformance; and gap analysis of your corrective action system against OEM customer-specific requirements.
Delaying external support when internal efforts have stalled is rarely the cheaper option. A portal closure that freezes shipments costs far more than a focused intervention.
📞Need support with your current 8D? Book a session with DykeArt →
Related reading: Learn how smaller teams can systematically reduce internal nonconformance costs in Reducing Scrap with a Small Team.
Frequently Asked Questions
What is the difference between D4 occurrence root cause and D4 escape root cause?
The occurrence root cause explains why the defect was produced in the first place — the condition or failure in the process that generated the nonconforming part. The escape root cause explains why your detection systems (inspection, testing, process controls) failed to catch the defect before it reached the customer. Both are required in a complete 8D report. OEM portals routinely reject reports that address only one of the two.
How quickly do I need to submit an 8D report after a customer complaint?
Most OEM customers and Tier 1 suppliers require an initial 8D submission within 24 hours of the complaint, covering at minimum D1 through D3 (team formed, problem defined, containment in place). The full 8D — including D4 through D8 — is typically due within 8 to 30 working days depending on the customer’s CSR. Check your customer’s specific portal requirements before submitting, as late submission can itself trigger a supplier rating penalty.
Can I use an 8D report for internal nonconformances, or is it only for customer complaints?
An 8D report is an excellent tool for internal nonconformances too, particularly for significant scrap events, repeated process escapes, or systemic failures that affect multiple product families. Under IATF 16949 clause 10.2, your organisation is required to perform root cause analysis on internal nonconformances — the 8D format satisfies this requirement and produces audit-ready documentation at the same time.
What does IATF 16949 say about 8D reports specifically?
IATF 16949 does not mandate the 8D format by name. What it mandates (in clause 10.2) is that organisations determine root causes of nonconformances, evaluate the need for action to prevent recurrence, implement and review corrective actions, and retain documented information as evidence. The 8D report is the most widely accepted format in the automotive supply chain for fulfilling these requirements, and many OEM customer-specific requirements explicitly reference it.
How do I write a D2 problem description that won’t get rejected?
The most common reason D2 gets rejected is that it is too vague. Instead of writing "brackets are nonconforming", use the Is/Is Not framework to quantify the problem across four dimensions: what (specific characteristic and deviation), where (part, location, geography), when (dates, shift, lot numbers), and how many (quantity, percentage, PPM). Include the customer complaint reference number, the part number and drawing revision, and any data the customer has shared. A strong D2 can be written in five or six sentences and leaves no room for ambiguity about the scope of the problem.